Что такое ось в машиностроении. Курсовая работа: Проектирование технологического процесса изготовления детали "Ось". Конструкции осей и валов
ВАЛЫ и ОСИ НАЗНАЧЕНИЕ Валы и оси предназначены для направления и поддерживания в пространстве вращающихся деталей (зубчатые колеса, шкивы, блоки, звездочки и др.). Они различаются между собой по условиям работы. ОСЬ не передает вращающего момента и работает только на изгиб. Она может быть вращающейся или неподвижной. ВАЛ всегда вращается и всегда передает вращающий момент, работает в основном на изгиб и кручение. Некоторые валы не поддерживают вращающиеся детали и работают только на кручение. Например карданные валы автомобилей, гибкие валы в приводах механизированного инструмента и т. д.
 ОСИ Конструкция узла с вращающейся осью: Конструкция узла с неподвижной осью: 1 – ходовое колесо; 2 – шпонка; 3 – ось; 4 – конические роликоподшипники 1 – канатный блок; 2 – ось; 3 – стопорные планки; 4 – обойма блока
ОСИ Конструкция узла с вращающейся осью: Конструкция узла с неподвижной осью: 1 – ходовое колесо; 2 – шпонка; 3 – ось; 4 – конические роликоподшипники 1 – канатный блок; 2 – ось; 3 – стопорные планки; 4 – обойма блока

 КОНСТРУКЦИИ ХОДОВЫХ КОЛЕС КРАНОВ б а а – на неподвижной оси: 1 – колесо; 2 – ось; 3 – зубчатая передача б – на вращающейся оси
КОНСТРУКЦИИ ХОДОВЫХ КОЛЕС КРАНОВ б а а – на неподвижной оси: 1 – колесо; 2 – ось; 3 – зубчатая передача б – на вращающейся оси
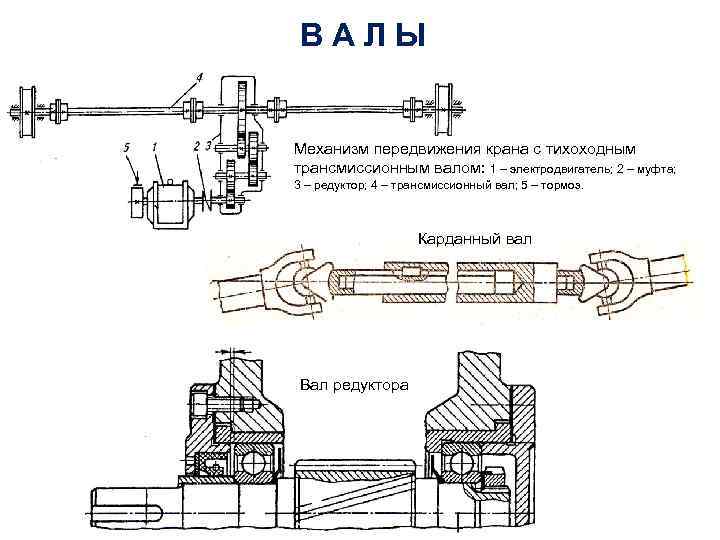 ВАЛЫ Механизм передвижения крана с тихоходным трансмиссионным валом: 1 – электродвигатель; 2 – муфта; 3 – редуктор; 4 – трансмиссионный вал; 5 – тормоз. Карданный вал Вал редуктора
ВАЛЫ Механизм передвижения крана с тихоходным трансмиссионным валом: 1 – электродвигатель; 2 – муфта; 3 – редуктор; 4 – трансмиссионный вал; 5 – тормоз. Карданный вал Вал редуктора
 КЛАССИФИКАЦИЯ ВАЛОВ По форме поперечных сечений валов а – цилиндрическое сплошное б – цилиндрическое полое в – со шпоночной канавкой г – с шлицевыми канавками д – профильное
КЛАССИФИКАЦИЯ ВАЛОВ По форме поперечных сечений валов а – цилиндрическое сплошное б – цилиндрическое полое в – со шпоночной канавкой г – с шлицевыми канавками д – профильное
 По назначению Ø Валы передач – несущие зубчатые колеса, шкивы, звездочки и другие детали. Ø Коренные валы – кроме деталей передач несут еще рабочие органы машин или орудий (диски турбин, зажимные патроны токарных и расточных станков др.) По форме геометрической оси Ø Прямые Ø Коленчатые – используются не только для передач вращающегося момента, но и для преобразования возвратнопоступательного движения во вращательное Ø Гибкие, с изменяемой формой геометрической оси. Применяются в приводах, приборах, зубоврачебных бурмашинах и др.
По назначению Ø Валы передач – несущие зубчатые колеса, шкивы, звездочки и другие детали. Ø Коренные валы – кроме деталей передач несут еще рабочие органы машин или орудий (диски турбин, зажимные патроны токарных и расточных станков др.) По форме геометрической оси Ø Прямые Ø Коленчатые – используются не только для передач вращающегося момента, но и для преобразования возвратнопоступательного движения во вращательное Ø Гибкие, с изменяемой формой геометрической оси. Применяются в приводах, приборах, зубоврачебных бурмашинах и др.

 ОПОРНЫЕ УЧАСТКИ ВАЛОВ Вал 1 имеет большое число опор называемых подшипниками 2. Часть вала, охватываемую опорой, называют цапфой. Концевые цапфы называют шипами 3, а промежуточные шейками 4.
ОПОРНЫЕ УЧАСТКИ ВАЛОВ Вал 1 имеет большое число опор называемых подшипниками 2. Часть вала, охватываемую опорой, называют цапфой. Концевые цапфы называют шипами 3, а промежуточные шейками 4.



 ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ ü Высокие прочностные характеристики. ü Малая чувствительность к концентрации напряжений ü Способность подвергаться термической и химико-термической обработке ü Хорошая обрабатываемость
ТРЕБОВАНИЯ К МАТЕРИАЛАМ ДЛЯ ИЗГОТОВЛЕНИЯ ВАЛОВ ü Высокие прочностные характеристики. ü Малая чувствительность к концентрации напряжений ü Способность подвергаться термической и химико-термической обработке ü Хорошая обрабатываемость
 МАТЕРИАЛЫ И ТЕРМООБРАБОТКА ВАЛОВ Назначение вала Марка стали Вид термообработки Малонагруженные валы и оси, диаметры которых в основном определяются жесткостью Углеродистые стали: Ст. 3, Ст. 4, Ст. 5 Без термообработки Валы и оси с повышенными требованиями к несущей способности шлицев и цапф Среднеуглеродистые и легированные стали: 35, 40, 45, 40 Х, 40 Н и др. Улучшение до твердости Н=250… 320 НВ Валы и оси при требовании высокой износостойкости: - опоры скольжения; - вал-шестерни Малоуглеродистые конструкционные стали: - качественные 15, 20; - легированные 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА и др. Цементация и закалка до твердости Н=58… 63 НRc Тяжелонагруженные валы Легированные стали: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА и др.
МАТЕРИАЛЫ И ТЕРМООБРАБОТКА ВАЛОВ Назначение вала Марка стали Вид термообработки Малонагруженные валы и оси, диаметры которых в основном определяются жесткостью Углеродистые стали: Ст. 3, Ст. 4, Ст. 5 Без термообработки Валы и оси с повышенными требованиями к несущей способности шлицев и цапф Среднеуглеродистые и легированные стали: 35, 40, 45, 40 Х, 40 Н и др. Улучшение до твердости Н=250… 320 НВ Валы и оси при требовании высокой износостойкости: - опоры скольжения; - вал-шестерни Малоуглеродистые конструкционные стали: - качественные 15, 20; - легированные 15 Х, 20 Х, 18 ХГТ, 12 ХНЗА и др. Цементация и закалка до твердости Н=58… 63 НRc Тяжелонагруженные валы Легированные стали: 40 ХНМА, 18 ХГТ, 38 Х 2 МЮА и др.
 ВИДЫ ПОВРЕЖДЕНИЙ ВАЛОВ Поломки валов в зоне концентраций напряжений. Возникают из-за понижения усталостной прочности вследствие действия переменных напряжений. Причины – неправильный выбор конструктивной формы деталей (галтель), нарушение технологии изготовления (надрезы, следы обработки и т. д.), нарушение норм технической эксплуатации (неправильная регулировка подшипников, уменьшение необходимых зазоров). Чаще всего поломки происходят в зоне расположения концентраторов напряжений (шпоночные пазы, галтели, отверстия, напрессовки и др.). Смятие рабочих поверхностей (пазов, шпонок, шлицев, износ шлицев в подвижных соединениях и другие виды поверхностных повреждений). Фрикционная коррозия и концентрация давления на участках, расположенных около торцов ступицы (возникают предпосылки к возникновению очагов усталостного разрушения. Недостаточная жесткость валов и осей на изгиб и кручение. Разрушения в следствие поперечных или крутильных колебаний.
ВИДЫ ПОВРЕЖДЕНИЙ ВАЛОВ Поломки валов в зоне концентраций напряжений. Возникают из-за понижения усталостной прочности вследствие действия переменных напряжений. Причины – неправильный выбор конструктивной формы деталей (галтель), нарушение технологии изготовления (надрезы, следы обработки и т. д.), нарушение норм технической эксплуатации (неправильная регулировка подшипников, уменьшение необходимых зазоров). Чаще всего поломки происходят в зоне расположения концентраторов напряжений (шпоночные пазы, галтели, отверстия, напрессовки и др.). Смятие рабочих поверхностей (пазов, шпонок, шлицев, износ шлицев в подвижных соединениях и другие виды поверхностных повреждений). Фрикционная коррозия и концентрация давления на участках, расположенных около торцов ступицы (возникают предпосылки к возникновению очагов усталостного разрушения. Недостаточная жесткость валов и осей на изгиб и кручение. Разрушения в следствие поперечных или крутильных колебаний.
 КРИТЕРИИ РАБОТОСПОСОБНОСТИ ВАЛОВ Прочность Жесткость Виброустойчивость Износостойкость Основным критерием работоспособности тихоходных валов является статическая прочность
КРИТЕРИИ РАБОТОСПОСОБНОСТИ ВАЛОВ Прочность Жесткость Виброустойчивость Износостойкость Основным критерием работоспособности тихоходных валов является статическая прочность



 ТОЧКИ ОПОРЫ ВАЛА а – на радиальном подшипнике; б – на радиально-упорном подшипнике; в – на двух подшипниках в одной опоре; г – на подшипнике скольжения
ТОЧКИ ОПОРЫ ВАЛА а – на радиальном подшипнике; б – на радиально-упорном подшипнике; в – на двух подшипниках в одной опоре; г – на подшипнике скольжения
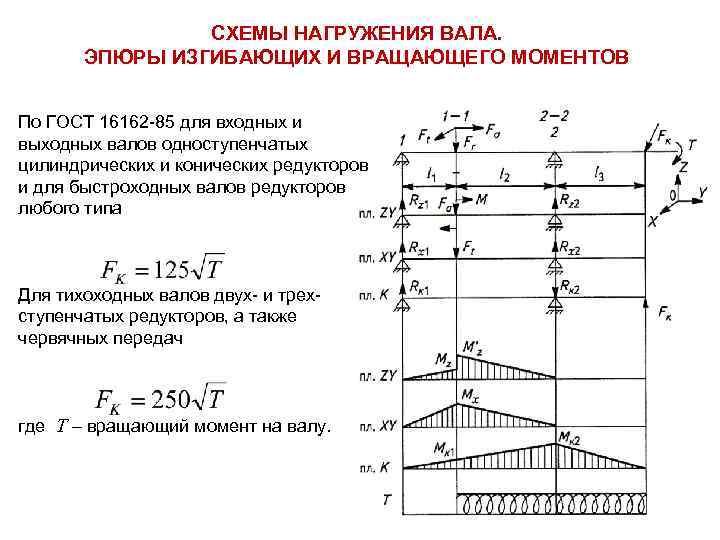 СХЕМЫ НАГРУЖЕНИЯ ВАЛА. ЭПЮРЫ ИЗГИБАЮЩИХ И ВРАЩАЮЩЕГО МОМЕНТОВ По ГОСТ 16162 -85 для входных и выходных валов одноступенчатых цилиндрических и конических редукторов и для быстроходных валов редукторов любого типа Для тихоходных валов двух- и трехступенчатых редукторов, а также червячных передач где Т – вращающий момент на валу.
СХЕМЫ НАГРУЖЕНИЯ ВАЛА. ЭПЮРЫ ИЗГИБАЮЩИХ И ВРАЩАЮЩЕГО МОМЕНТОВ По ГОСТ 16162 -85 для входных и выходных валов одноступенчатых цилиндрических и конических редукторов и для быстроходных валов редукторов любого типа Для тихоходных валов двух- и трехступенчатых редукторов, а также червячных передач где Т – вращающий момент на валу.
 ПОРЯДОК РАСЧЕТА ВАЛОВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ Составляют расчетную схему Определяют реакции опор в горизонтальной и вертикальной плоскостях Строят эпюры изгибающих моментов и эпюры крутящего момента Геометрически суммируют моменты Для опасных сечений (где наибольшие суммарные моменты) рассчитывают диаметры и окончательно разрабатывают конструкцию вала. Так как валы работают в условиях изгиба и кручения, а напряжения от осевых сил малы, то эквивалентное напряжение в точке наружного волокна согласно энергетической теории прочности определяют по формуле где; - расчетные напряжения на изгиб и кручение - осевой и полярный моменты сечения вала
ПОРЯДОК РАСЧЕТА ВАЛОВ НА СТАТИЧЕСКУЮ ПРОЧНОСТЬ Составляют расчетную схему Определяют реакции опор в горизонтальной и вертикальной плоскостях Строят эпюры изгибающих моментов и эпюры крутящего момента Геометрически суммируют моменты Для опасных сечений (где наибольшие суммарные моменты) рассчитывают диаметры и окончательно разрабатывают конструкцию вала. Так как валы работают в условиях изгиба и кручения, а напряжения от осевых сил малы, то эквивалентное напряжение в точке наружного волокна согласно энергетической теории прочности определяют по формуле где; - расчетные напряжения на изгиб и кручение - осевой и полярный моменты сечения вала
 РАСЧЕТ ВАЛОВ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ Выполняют как проверочный в форме определения коэффициентов запасов прочности где S , S - коэффициенты запаса прочности соответственно по напряжениям изгиба и кручения; [s] = 2… 2, 5 - допустимый коэффициент запаса прочности. где σ-1 , -1 - пределы выносливости материала при изгибе и кручении; К D , K D - коэффициенты концентрации напряжений, учитывающие влияние всех факторов на сопротивление усталости; σа, а - амплитуды напряжений; , - коэффициенты, характеризирующие чувствительность материала к ассиметрии цикла напряжений; σm , m - постоянные составляющие цикла изменения напряжений.
РАСЧЕТ ВАЛОВ НА УСТАЛОСТНУЮ ПРОЧНОСТЬ Выполняют как проверочный в форме определения коэффициентов запасов прочности где S , S - коэффициенты запаса прочности соответственно по напряжениям изгиба и кручения; [s] = 2… 2, 5 - допустимый коэффициент запаса прочности. где σ-1 , -1 - пределы выносливости материала при изгибе и кручении; К D , K D - коэффициенты концентрации напряжений, учитывающие влияние всех факторов на сопротивление усталости; σа, а - амплитуды напряжений; , - коэффициенты, характеризирующие чувствительность материала к ассиметрии цикла напряжений; σm , m - постоянные составляющие цикла изменения напряжений.
 ХАРАКТЕР ИЗМЕНЕНИЯ НАПРЯЖЕНИЙ В ВАЛАХ Симметричный цикл напряжений Отнулевой цикл напряжений Постоянные по величине и направлению нагрузки вызывают во вращающихся валах переменные напряжения изгиба, меняющиеся по симметричному циклу с амплитудой σа и средним напряжением σm Изменение напряжений кручения в расчетах принимают по отнулевому циклу
ХАРАКТЕР ИЗМЕНЕНИЯ НАПРЯЖЕНИЙ В ВАЛАХ Симметричный цикл напряжений Отнулевой цикл напряжений Постоянные по величине и направлению нагрузки вызывают во вращающихся валах переменные напряжения изгиба, меняющиеся по симметричному циклу с амплитудой σа и средним напряжением σm Изменение напряжений кручения в расчетах принимают по отнулевому циклу
Описание работы
Технология изготовления,применение деталей данного типа в механике,в авиации,в промышленности
Введение 2
1.Общий раздел 4
1.1. Описание конструкции и служебного назначения детали. 4
1.2. Технологический контроль чертежа детали и анализ детали на технологичность. 4
2.Технологический раздел. 7
2.1.Характеристика среднесерийного типа производства. 7
2.2.Выбор вида и метода получения заготовки; экономическое обоснование выбора заготовки. 9
2.3.Разработка маршрута механической обработки детали с выбором оборудования и станочных приспособлений. Выбор и обоснование баз. 13
2.4.Расчет межоперационных размеров на две наиболее точные поверхности аналитическим методом, на остальные табличным. 15
2.5.Разбивка технологического процесса на составляющие операции. Выбор режущего, вспомогательного и измерительного инструмента. 22
2.6. Расчет режимов резания и нормирование операций 23
2.7.Расчет норм времени 25
3. Конструкторский раздел 27
3.1. Конструирование и расчет режущего инструмента 27
СПИСОК ЛИТЕРАТУРЫ 30
Работа содержит 1 файл
К.Т2.151901.4Д.05.000ПЗ
Рост промышленности и народного хозяйства, а также темпы перевооружения их новой техникой в значительной мере зависят от уровня развития машиностроения. Технический прогресс в машиностроении характеризуется совершенствованием технологии изготовления машин, уровнем их конструктивных решений и надежности их в последующей эксплуатации.
В настоящее время важно - качественно, дешево, в заданные сроки с минимальными затратами живого и овеществленного труда изготовить машину, применив современную высокопроизводительную технику, оборудование, инструмент, технологическую оснастку, средства механизации и автоматизации производства.
Разработка технологического процесса изготовления машины не должна сводится к формальному установлению последовательности обработки поверхностей деталей, выбору оборудования и режимов. Она требует творческого подхода для обеспечения согласованности всех этапов построения машины и достижения требуемого качества с наименьшими затратами.
При проектировании технологических процессов изготовления деталей машин необходимо учитывать основные направления в современной технологии машиностроения:
Приближение заготовок по форме, размерам и качеству поверхностей к готовым деталям, что дает возможность сократить расход материала, значительно снизить трудоемкость обработки деталей на металлорежущих станках, а также уменьшить затраты на режущие инструменты, электроэнергию и прочее.
Повышение производительности труда путем применения: автоматических линий, автоматов, агрегатных станков, станков с ЧПУ, более совершенных методов обработки, новых марок материалов режущих инструментов.
Концентрация нескольких различных операций на одном станке для одновременной или последовательной обработки большим количеством инструментов с высокими режимами резания.
Применение электрохимических и электрофизических способов размерной обработки деталей.
Развитие упрочняющей технологии, повышение прочностных и эксплуатационных свойств деталей путем упрочнения поверхностного слоя механическим, термическим, термомеханическим, химикотермическим способами.
Применение прогрессивных высокопроизводительных методов обработки, обеспечивающих высокую точность и качество поверхностей деталей машины, методов упрочнения рабочих поверхностей, повышающих ресурс работы детали и машины в целом, эффективное использование автоматических и поточных линий, станков с ЧПУ - все это направлено на решение главных задач: повышение эффективности производства и качества продукции.
1.Общий раздел
1.1. Описание конструкции и служебного назначения детали.
Данная деталь «Ось», массой 3.7кг изготовлена из стали 45 ГОСТ 1050-88.
Деталь относится к классу «вал» и имеет форму вращения. Деталь состоит из 6 ступеней:
На первой ступени нарезана резьба М20-69, с шероховатостью Ra6.3, на длине 21 мм.
Вторая цилиндрическая Ø20 h8мм, шероховатость поверхности Ra3.2, длиной 18 мм; Допуск h8 предназначен для жесткой посадки стыкуемой детали.
Третья ступень выполнена без механической обработки, Ø25мм, длиной 5 мм.
Четвертая цилиндрическая ступень Ø20мм, длиной 80мм, на которой выполнены пазы для сопрягаемой детали и исключающие поворот сопрягаемой детали.
Пятая ступень выполнена Ø15f7 мм, длиной 25 мм, этот допуск говорит о том, что сопрягаемая деталь одевается на ось жестко.
На шестой ступени выполнена резьба М12-83 и отверстие Ø3.2мм.
Деталь «Ось» предназначена для передачи крутящего момента.
1.2. Технологический контроль чертежа детали и анализ детали на технологичность
Химический состав и механические свойства материала детали
Сталь 45 ГОСТ 1050-88. Сталь углеродистая конструкционная качественная.
Химический
состав детали
| С | Si | Mn | Ni | S | P | Cr | Cu | As | Fe |
| 0,42÷0,5 | 0,17÷0,37 | 0,5÷0,8 | до 0,25 | до 0,04 | до 0,035 | до 0,25 | до 0,25 | до 0,08 | ост. |
Механические свойства
Деталь достаточно технологична. В упрощении конструкции деталь не нуждается. Базой детали является ось и торцы. Искусственные базы не требуются.
Токарную обработку будем производить в центрах, и в специальных приспособлениях. Фрезерование производим с помощью фрезы круглого сечения, а сверление на сверлильном станке с ЧПУ и с применением специального приспособления. Нарезание резьбы будем производить на токарном станке с ЧПУ.
Для
измерения заданных на чертеже размеров
следует использовать следующие
мерительные инструменты: скобы, пробки,
штангенциркули, шаблоны, индикаторы,
резьбовые пробки.
Качественный анализ технологичности конструкции детали.
Деталь должна изготавливаться с минимальными трудовыми и материальными затратами. Эти затраты можно сократить в значительной степени в результате правильного выбора варианта технологического процесса, его оснащения, механизации и автоматизации, применения оптимальных режимов обработки и правильной подготовки производства. На трудоемкость изготовления детали оказывают особое влияние ее конструкция и технические требования на изготовление.
Данная деталь по качественной оценке является технологичной:
Конструкция детали состоит из стандартных и унифицированных конструктивных элементов; большинство обрабатываемых поверхностей детали имеют правильную простановку размеров, оптимальные степень точности и шероховатость;
Конструкция детали позволяет изготавливать ее из заготовки, полученной рациональным способом;
Конструкция обеспечивает возможность применения типовых и стандартных технологических процессов при изготовлении.
Все
вышеизложенное, позволяет сделать
вывод, что представленная деталь является
технологичной.
Коэффициент точности обработки определяется по формуле
(1)
где
где цифры обозначают квалитеты точности размеров.
n 1 ; n 2 и т.д. – количество размеров данного квалитета точности.
Коэффициент шероховатости обработки определяется по формуле
(3)
где
где цифры обозначают классы шероховатости поверхности.
При К ТО ≤0,80 деталь считается трудоемкой в производстве.
n 1 ; n 2 и т.д. – количество поверхностей данного класса шероховатости.
При К ШО ≤0,16 деталь считается трудоемкой в производстве.
Вывод : Кт = 0,99 Кш = 0,91
0,99› 0,8 0,91› 0,16
Все выше изложенное позволяет сделать вывод, что представленная деталь является технологичной.
2.Технологический раздел
2.1.Характеристика среднесерийного типа производства
Характеристика вида производства.
Серийный тип производства характеризуется ограниченной номенклатурой выпуска, детали изготавливаются периодически повторяющимися партиями. Трудоёмкость и себестоимость ниже, чем в единичном производстве. Различают мелкосерийное, среднесерийное и крупносерийное типы производства. Крупносерийный тип производства характеризуется применением специализированного оборудования расположенного на участке по ходу технологического процесса. Применяется специализированный режущий и мерительный инструмент. Квалификация рабочих низкая. Применяется принцип не полной взаимозаменяемости.
Таблица 3.
Ориентировочное
определение типа
производства
|
Тип
производства |
Годовой объем выпуска | ||
| Тяжелых | Средних | Легких | |
| > 30 кг | 8 - 30 кг | < 8 кг | |
| Единичное | < 5 | < 10 | < 100 |
| Мелкосерийное | 5 – 100 | 10 – 200 | 100 - 500 |
| Среднесерийное | 100 – 300 | 200 – 500 | 500 - 5000 |
| Крупносерийное | 300 – 1000 | 500 – 5000 | 5000 - 50000 |
| Массовое | > 1000 | > 5000 | > 50000 |
Ориентировочно по таблице определяем тип производства - среднесерийное.
Более точно можно определить тип производства по коэффициенту закрепления операций К з.о. .
при К з.о. = 1 - производство массовое,
1 £ К з.о. £ 10 – крупносерийное,
10 £ К з.о. £ 20 - среднесерийное,
20 £ К з.о. £ 40 - мелкосерийное,
40 > К з.о. – единичное производство.
Значение
К з.о. на стадии разработки процесса
вычисляют по формуле:
Где: S О – количество операций, выполняемых на участке в течение месяца,
Ранее речь шла о передачах, как едином целом механизме, а также рассматривались элементы, непосредственно участвующие в передаче движения от одного звена механизма к другому. В данной теме будут представлены элементы, предназначенные для крепления частей механизма, непосредственно участвующих в передаче движения (шкивы, звёздочки, зубчатые и червячные колёса и т.п.). В конечном итоге, качество механизма, его КПД, работоспособность и долговечность в значительной мере зависят и от тех деталей, о которых будет идти речь в дальнейшем. Первыми из таких элементов механизма рассмотрим валы и оси.
Вал (рис. 17) – деталь машины или механизма предназначенная для передачи вращающего или крутящего момента вдоль своей осевой линии. Большинство валов – это вращающиеся (подвижные) детали механизмов, на них обычно закрепляются детали, непосредственно участвующие в передаче вращающего момента (зубчатые колёса, шкивы, звёздочки цепных передач и т.п.).
Ось (рис. 18) – деталь машины или механизма, предназначенная для поддержания вращающихся частей и не участвующая в передаче вращающего или крутящего момента. Ось может быть подвижной (вращающейся, рис. 18, а) или неподвижной (рис. 18, б).
Классификация валов и осей:
1. По форме продольной геометрической оси:
1.1.прямые (продольная геометрическая ось – прямая линия), например, валы редукторов, валы коробок передач гусеничных и колёсных машин;
1.2. коленчатые (продольная геометрическая ось разделена на несколько отрезков, параллельных между собой смещённых друг относительно друга в радиальном направлении), например, коленвал двигателя внутреннего сгорания;
1.3. гибкие (продольная геометрическая ось является линией переменной кривизны, которая может меняться в процессе работы механизма или при монтажно-демонтажных мероприятиях), часто используются в приводе спидометра автомобилей.
2. По функциональному назначению:
2.1. валы передач , они несут на себе элементы, передающие вращающий момент (зубчатые или червячные колёса, шкивы, звёздочки, муфты и т.п.) и в большинстве своём снабжены концевыми частями, выступающими за габариты корпуса механизма;
2.2. трансмиссионные валы предназначены, как правило, для распределения мощности одного источника к нескольким потребителям;
2.3. коренные валы - валы, несущие на себе рабочие органы исполнительных механизмов (коренные валы станков, несущие на себе обрабатываемую деталь или инструмент называют шпинделями ).
3. Прямые валы по форме исполнения и наружной поверхности:
3.1. гладкие валы имеют одинаковый диаметр по всей длине;
3.2. ступенчатые валы отличаются наличием участков отличающихся друг от друга диаметрами;
3.3. полые валы снабжены сквозным или глухим отверстием, соосным наружной поверхности вала и простирающимся на большую часть длины вала;
3.4. шлицевые валы по внешней цилиндрической поверхности имеют продольные выступы – шлицы, равномерно расположенные по окружности и предназначенные для передачи моментной нагрузки от или к деталям, непосредственно участвующим в передаче вращающего момента;
3.5. валы, совмещённые с элементами, непосредственно участвующими в передаче вращающего момента (вал-шестерня, вал-червяк).
Конструктивные элементы валов представлены на рис. 19.
Опорные части валов и осей, через которые действующие на них нагрузки передаются корпусным деталям, называются цапфами . Цапфу, расположенную в средней части вала, обычно называют шейкой . Концевую цапфу вала, передающую корпусным деталям только радиальную нагрузку или радиальную и осевую одновременно, называют шипом , а концевую цапфу, передающую только осевую нагрузку, называют пятой . С цапфами вала взаимодействуют элементы корпусных деталей, обеспечивающие возможность вращения вала, удерживающие его в необходимом для нормальной работы положении и воспринимающие нагрузку со стороны вала. Соответственно элементы, воспринимающие радиальную нагрузку (а часто вместе с радиальной и осевую) называют подшипниками , а элементы, предназначенные для восприятия только осевой нагрузки – подпятниками .
Кольцевое утолщение вала малой протяжённости, составляющее с ним одно целое и предназначенное для ограничения осевого перемещения самого вала или насаженных на него деталей, называют буртиком .
Переходная поверхность от меньшего диаметра вала к большему, служащая для опирания насаженных на вал деталей, называется заплечиком .
Переходная поверхность от цилиндрической части вала к заплечику, выполненная без удаления материала с цилиндрической и торцевой поверхности (рис. 20. б, в), называется галтелью . Галтель предназначается для снижения концентрации напряжений в переходной зоне, что в свою очередь ведёт к увеличению усталостной прочности вала. Чаще всего галтель выполняют в форме радиусной поверхности (рис. 20. б), однако в отдельных случаях галтель может быть выполнена в форме поверхности переменной двойной кривизны (рис. 20. в). Последняя форма галтели обеспечивает максимальное уменьшение концентрации напряжений, однако требует выполнения специальной фаски в отверстии насаживаемой детали.
Углубление малой протяжённости на цилиндрической поверхности вала, выполненное по радиусу к оси вала, называют канавкой (рис. 20, а, г, е). Канавка, также как и галтель, очень часто используется для оформления перехода от цилиндрической поверхности вала к торцевой поверхности его заплечика. Наличие канавки в этом случае обеспечивает благоприятные условия для формирования цилиндрических посадочных поверхностей, так как канавка является пространством для выхода инструмента, формирующего цилиндрическую поверхность при механической обработке (резец, шлифовальный круг). Однако канавка не исключает возможности образования ступеньки на торцевой поверхности заплечика.
Углубление малой протяжённости на торцевой поверхности заплечика вала, выполненное вдоль оси вала, называют поднутрением (рис. 20, д). Поднутрение обеспечивает благоприятные условия для формирования торцевой опорной поверхности заплечика, так как является пространством для выхода инструмента, формирующего эту поверхность при механической обработке (резец, шлифовальный круг), но не исключает возможности образования ступеньки на цилиндрической поверхности вала при её окончательной обработке.
Обе указанные проблемы решает введение в конструкцию вала наклонной канавки (рис. 20, е), которая совмещает достоинства, как цилиндрической канавки, так и поднутрения.
| Рис. 21. Разновидности конфигурации цапф |
Цапфы валов могут иметь форму различных тел вращения (рис. 21): цилиндрическую , коническую или сферическую . Шейки и шипы чаще всего выполняют в форме цилиндра (рис. 21, а, б). Цапфы такой формы достаточно технологичны при изготовлении и ремонте и широко применяются как с подшипниками скольжения, так и с подшипниками качения. В форме конуса выполняют концевые цапфы (шипы, рис. 21, в) валов, работающие, как правило, с подшипниками скольжения, с целью обеспечения возможности регулировки зазора и фиксации осевого положения вала. Конические шипы обеспечивают более точную фиксацию валов в радиальном направлении, что позволяет уменьшить биения вала при высоких частотах вращения. Недостатком конических шипов является склонность к заклиниванию при температурном расширении (увеличении длины) вала.
Сферические цапфы (рис. 21, г) хорошо компенсируют несоосности подшипников, а также снижают влияние изгиба валов под действием рабочих нагрузок на работу подшипников. Основным недостатком сферических цапф является повышенная сложность конструкции подшипников, что увеличивает стоимость изготовления и ремонта вала и его подшипника.
Пяты (рис. 22) по форме и числу поверхностей трения можно разделить на сплошные , кольцевые , гребенчатые и сегментные .
Сплошная пята (рис. 22, а) наиболее проста в изготовлении, но характеризуется значительной неравномерностью распределения давления по опорной площади пяты, затруднительным выносом продуктов износа смазочными жидкостями и существенно неравномерным износом.
Кольцевая пята (рис. 22, б) с этой точки зрения более благоприятна, хотя и несколько сложнее в изготовлении. При подаче смазки в приосевую область её поток движется по поверхности трения в радиальном направлении, то есть перпендикулярно направлению скольжения, и таким образом отжимает трущиеся поверхности одна от другой, создавая благоприятные условия для относительного проскальзывания поверхностей.
| Рис. 22. Некоторые формы пят. |
Сегментная пята может быть получена из кольцевой посредством нанесения на рабочую поверхность последней нескольких неглубоких радиальных канавок, симметрично расположенных по кругу. Условия трения в такой пяте ещё более благоприятные по сравнению с вышеописанными. Наличие радиальных канавок способствует образованию жидкостного клина между трущимися поверхностями, что ведёт к их разделению при пониженных скоростях скольжения.
Гребенчатая пята (рис. 22, в) имеет несколько опорных поясков и предназначена для восприятия осевых нагрузок значительной величины, но в этой конструкции достаточно трудно обеспечить равномерность распределения нагрузки между гребнями (требуется высокая точность изготовления, как самой пяты, так и подпятника). Сборка узлов с такими подпятниками тоже достаточно сложна.
Выходные концы валов (рис. 923) обычно имеют цилиндрическую или коническую форму и снабжаются шпоночными пазами или шлицами для передачи вращающего момента.
Цилиндрические концы валов проще в изготовлении и особенно предпочтительны для нарезания шлицов. Конические концы лучше центрируют насаженные на них детали и в связи с этим более предпочтительны для высокоскоростных валов.
Прежде чем разбираться, чем отличаются между собой вал и ось, следует иметь четкое представление о том, что, собственно, представляют собой эти детали, для чего и где они используются и какие функции выполняют. Итак, как известно, валы и оси предназначены для удержания на них вращающихся деталей.
Определение
Вал - это деталь механизма, имеющая форму стержня и служащая для передачи на другие детали этого механизма крутящего момента, тем самым создавая общее вращательное движение всех расположенных на нем (на валу) деталей: шкивов, эксцентриков, колес и др.
Ось - это деталь механизма, предназначенная для соединения и скрепления между собой деталей данного механизма. Ось воспринимает только поперечные нагрузки (напряжение изгиба). Оси бывают неподвижные и вращающиеся.
 Ось
Ось Сравнение
Основное отличие оси от вала состоит в том, что ось не осуществляет передачу крутящего момента на другие детали. На нее оказывают воздействие только поперечные нагрузки, и она не испытывают сил кручения.
Вал, в отличие от оси, передает полезный крутящий момент деталям, которые на нем закреплены. Кроме того, оси бывают как вращающимися, так и неподвижными. Вал же вращается всегда. Большинство валов можно разделить по геометрической форме оси на прямые, кривошипные (эксцентриковые) и гибкие. Также бывают валы коленчатые или непрямые, которые служат для преобразования возвратно-поступательных движений во вращательные. Оси же по своей геометрической форме бывают только прямыми.
Выводы сайт
- Ось несет вращающиеся части механизма, не передавая им никакого крутящего момента. Вал передает другим деталям механизма полезный крутящий момент, так называемое вращающееся усилие.
- Ось может быть как вращающейся, так и неподвижной. Вал бывает только вращающимся.
- Ось имеет только прямую форму. Вал по форме может быть прямым, непрямым (коленчатым), эксцентриковым и гибким.
ПРИКЛАДНАЯ МЕХАНИКА И
ОСНОВЫ КОНСТРУИРОВАНИЯ
Лекция 8
ВАЛЫ И ОСИ
А.М. СИНОТИН
Кафедра технологии и автоматизации производства
Валы и оси Общие сведения
Зубчатые колеса, шкивы, звездочки и другие вращающиеся детали машин устанавливают на валах или осях.
Вал предназначен для поддержания сидящих на нем деталей и для передачи крутящего момента. При работе вал испытывает изгиб и кручение, а в отдельных случаях дополнительно растяжение и сжатие.
Ось – деталь, предназначенная только для поддержания сидящих на ней деталей. В отличие от вала, ось не передает вращающего момента и, следовательно, не испытывает кручения. Оси могут быть неподвижными или вращаться вместе с насаженными на них деталями.
Разновидность валов и осей
По геометрической форме валы делятся на прямые (рисунок 1), коленчатые и гибкие.
1 – шип; 2 – шейка; 3 – подшипник
Рисунок 1 – Прямой ступенчатый вал
Коленчатые и гибкие валы относятся к специальным деталям и в настоящем курсе не рассматриваются. Оси, как правило, изготавливают прямыми. По конструкции прямые валы и оси мало отличаются друг от друга.
По длине прямые валы и оси могут быть гладкими или ступенчатыми. Образование ступеней связано с различной напряженностью отдельных сечений, а также условиями изготовления и удобства сборки.
По типу сечения валы и оси бывают сплошные и полые. Полое сечение применяется для уменьшения массы или для размещения внутри другой детали.
Элементы конструкции валов и осей
1 Цапфы. Участки вала или оси, лежащие в опорах, называются цапфами. Они подразделяются на шипы, шейки и пяты.
Шипом называется цапфа, расположенная на конце вала или оси и передающая преимущественно радиальную нагрузку (рис. 1).

Рисунок 2 – Пяты
Шейкой называется цапфа, расположенная в средней части вала или оси. Опорами для шеек служат подшипники.
Шипы и шейки по форме могут быть цилиндрическими, коническими и сферическими. В большинстве случаев применяются цилиндрические цапфы (рис. 1).
Пятой называется цапфа, передающая осевую нагрузку (рисунок 2). Опорами для пят служат подпятники. Пяты по форме могут быть сплошными (рисунок 2, а), кольцевыми (рисунок 2, б) и гребенчатыми (рисунок 2, в). Гребенчатые пяты применяют редко.
2 Посадочные поверхности. Посадочные поверхности валов и осей под ступицы насаживаемых деталей выполняют цилиндрическими (рисунок 1) и реже коническими. При прессовых посадках диаметр этих поверхностей принимают примерно на 5% больше диаметра соседних участков для удобства напрессовки (рисунок 1). Диаметры посадочных поверхностей выбирают по ГОСТ 6336-69, а диаметры под подшипники качения – в соответствии с ГОСТами на подшипники.
3 Переходные участки. Переходные участки между двумя ступенями валов или осей выполняют:
С канавкой со скруглением для выхода шлифовального круга по ГОСТ 8820-69 (рисунок 3, а). Эти канавки повышают концентрацию напряжений, поэтому рекомендуются на концевых участках, где изгибающие моменты небольшие;

Рисунок 3 – Переходные участки вала
с галтелью * постоянного радиуса по ГОСТ 10948-64 (рисунок 3, б);
С галтелью переменного радиуса (рисунок 3, в), которая способствует снижению концентрации напряжений, а потому применяется на сильно нагруженных участках валов и осей.
Эффективными средствами для снижения концентрации напряжений в переходных участках является протачивание разгрузочных канавок (рисунок 4, а), увеличение радиусов галтелей, высверливание в ступенях большого диаметра (рисунок 4, б).

Рисунок 4 – Способы повышения усталостной прочности валов




")
